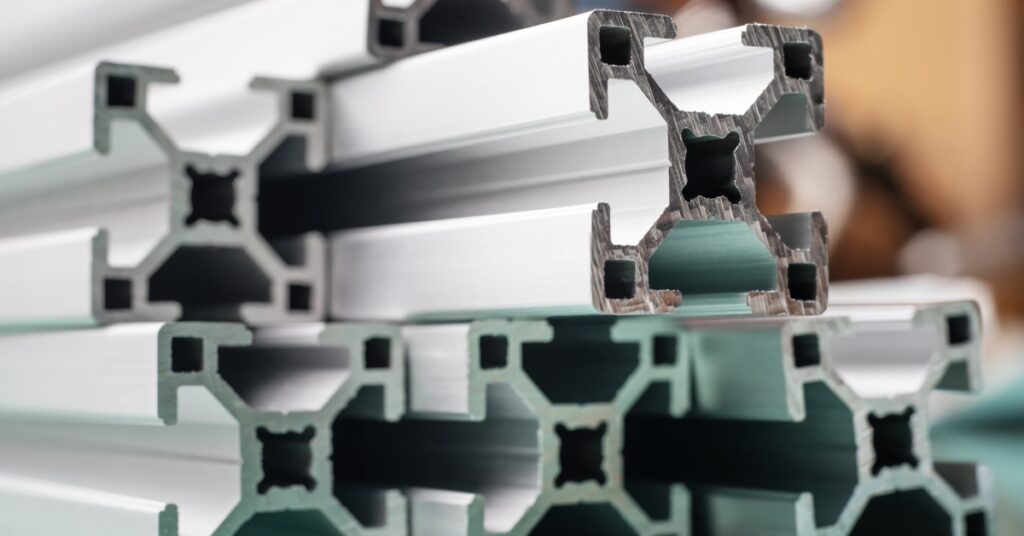
Aluminum extrusions have become a mainstay of multiple industries as aluminum structural framing has many incredible qualities, such as being strong yet lightweight and possessing natural corrosion resistance. If you’re wondering how this process works and how it can keep up with the sudden rise in demand, allow us to teach you with this breakdown of the aluminum extrusion process.
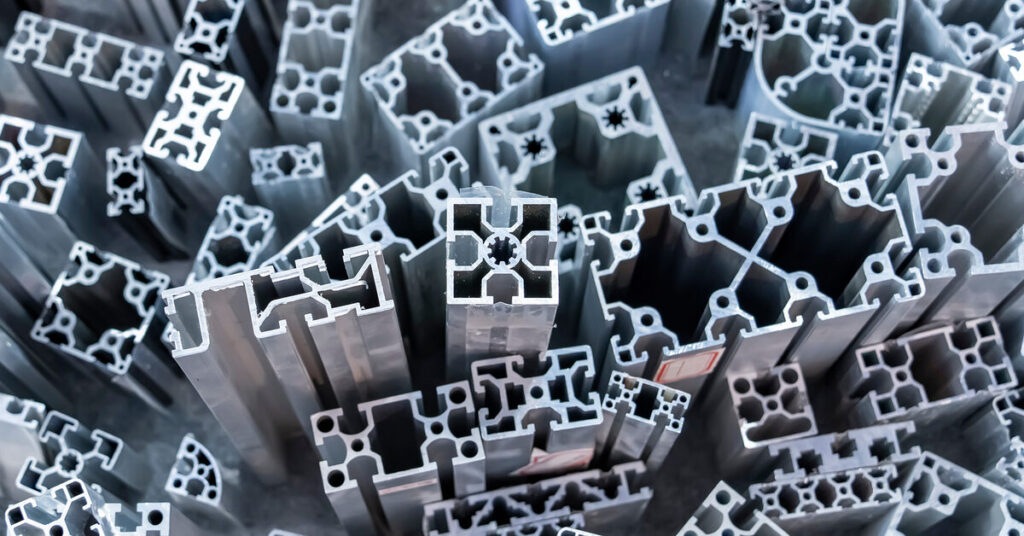
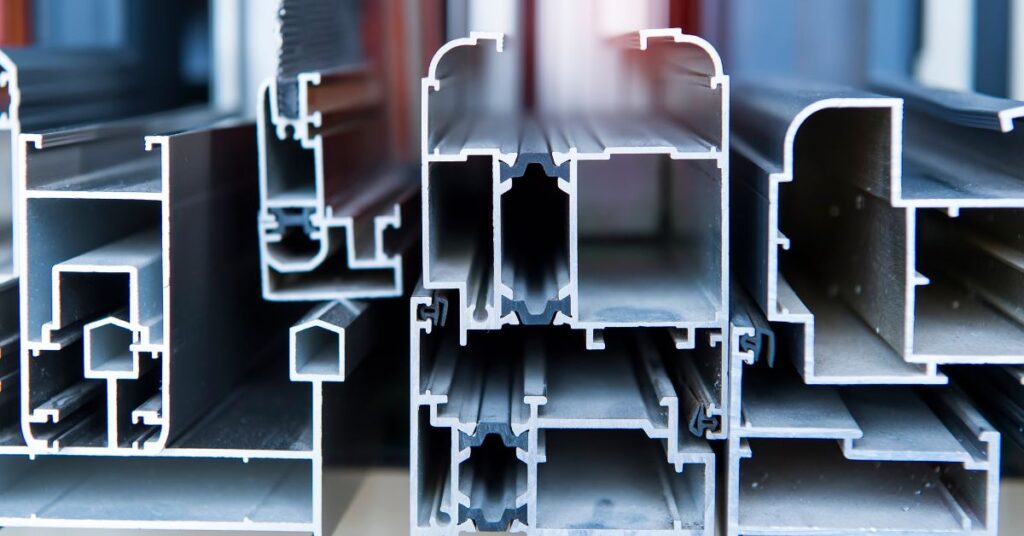
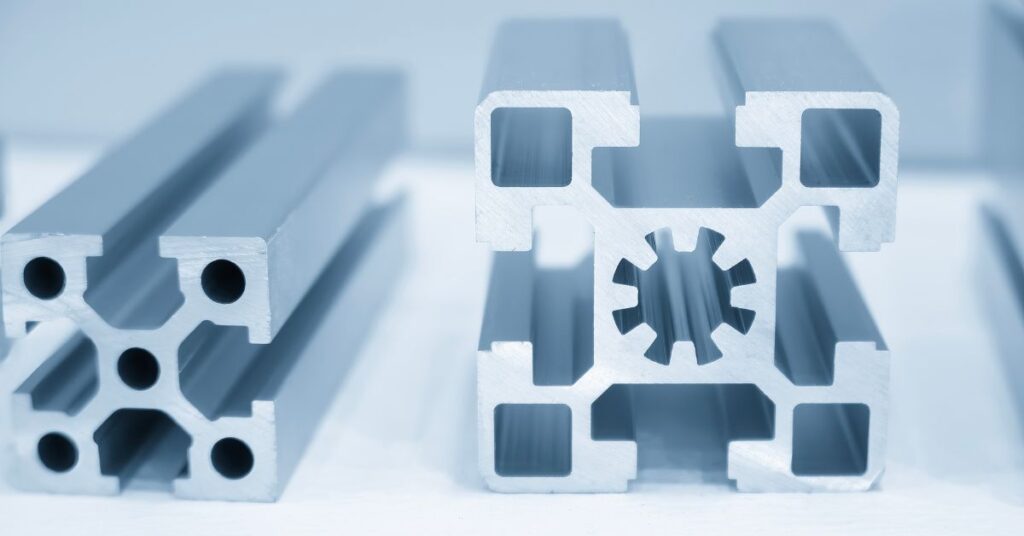
There are three main categories of shapes that the aluminum extrusion process can create:
These shapes get made with the same process; it merely depends on the project’s specifications. The specifications inform the required shape of the die so that the aluminum gets pushed into the intended shape. Furthermore, with interlocking designs, these shapes can connect with each other to create more complex extrusions. As a result, aluminum extrusions are much more versatile in their applications than steel materials, which have trouble forming specific shapes or designs.
With this all in mind, let’s get into the individual steps of the aluminum extrusion process.
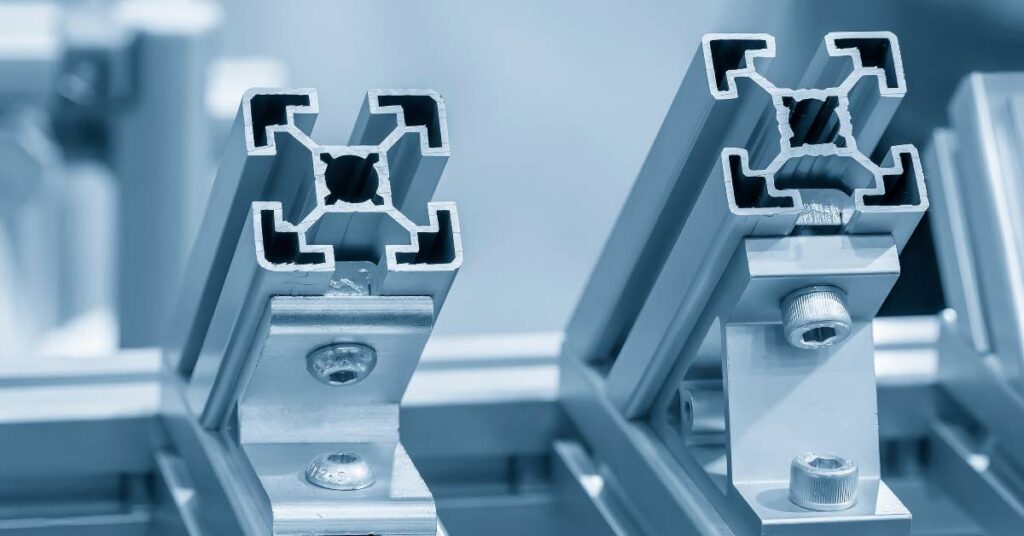
The extrusion process begins by crafting the die used to create the specific shapes and patterns that create T-slots and other variations of profiles. A round-shaped die gets machined using grade H13 steel to create a specific profile. If a die was already machined in the past for a specific type of profile, aluminum extrusion fabricators will pull it from their warehouse to reduce waste and skip this step altogether.
Before the extrusion can occur, the die gets preheated to approximately 500 degrees Celsius to protect the die’s lifespan and ensure the aluminum flows evenly through the die. Once the die has been sufficiently preheated, it can finally get loaded into the extrusion process.
Once the die gets prepared, a solid cylindrical block of aluminum, called a billet, gets cut from a longer aluminum cylinder – imagine a big log made of aluminum rather than wood. The cut block gets placed into an oven and preheated to between 400 and 500 degrees Celsius so that the aluminum is malleable to manipulate in the extrusion process but not so hot that the metal is molten.
After the die and the billet get preheated, the billet gets transferred to the extrusion process. Because of its high temperature, the transfer occurs mechanically, but a lubricant gets applied to its exterior before the billet gets loaded. This lubricant is also applied to a component called the extrusion ram to prevent the ram and billet from sticking together.
With the billet lubricated and loaded into the extrusion process, the hydraulic extrusion ram pushes the aluminum into the extrusion press container. This hydraulic ram pushes the billet with upwards of 15,000 tons of pressure. As the ram applies pressure, the billet material expands to fill the walls of the container.
As the aluminum billet fills the container, the material begins to press up against the extrusion die. That pressure continues to build as the container fills and eventually becomes so constant and heavy that the aluminum material has nowhere to go except through the die and out the machined opening. The aluminum then emerges from the die in the shape of a fully formed profile.
Once the extrusions have emerged fully formed, a puller grips and guides the extrusions along a runout table at a speed consistent with however quickly the aluminum profiles are emerging from the die. As the profiles get pulled along the runout table, they undergo a process called “quenching.” This is the process of uniformly cooling the profiles in a water bath or with fans.
Quenching the profiles doesn’t fully cool down the extrusions, which is important to note because precise temperatures play an important role moving forward.
An extrusion will reach the full length of the runout table before getting sheared by a hot saw to separate it from the extrusion process. Once fully sheared and made into an independent extrusion, the profile is mechanically transferred once more off the runout table and onto a cooling table.
The extrusions will remain on this table until they have cooled down to room temperature and, once they have, get moved onto the stretching process.
Because the aluminum is still hot and malleable as it exits the die, it’s natural for curving and twisting to have occurred in the extrusions. To straighten them out, the cooled extrusions get moved to a stretcher. Each profile is mechanically gripped on both ends and pulled until the extrusion has straightened out fully and matches the intended specifications.
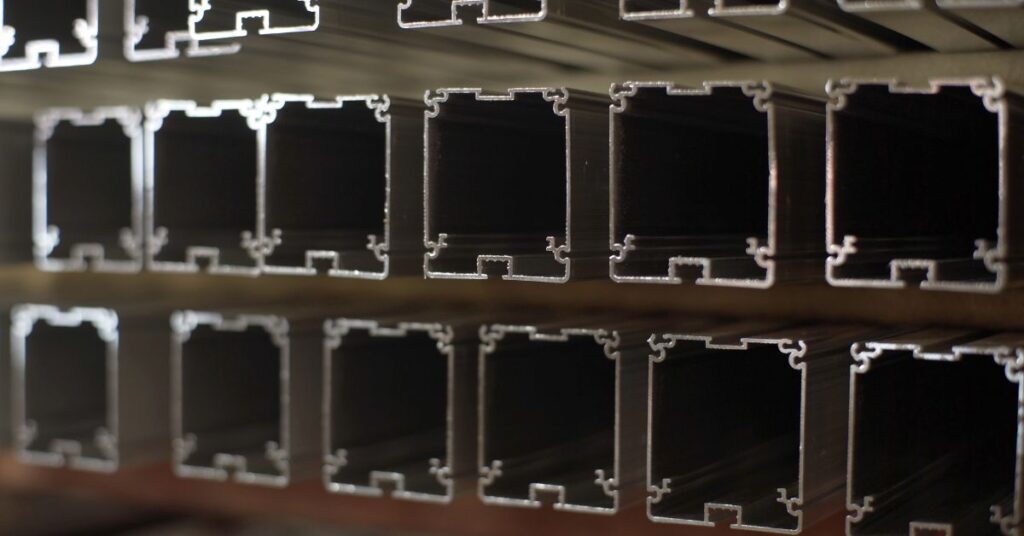
To cap off this breakdown of the aluminum extrusion process, the table-length extrusions – fully straightened and work-hardened – get transferred to one last table. At the saw table, each extrusion gets sawed to pre-specified lengths – typically between eight and 20 feet.
At this point in the process, the extrusion’s properties match a T4 temper, but can get moved to an aging oven if specifications call for a T5 or T6 temper.
With a better understanding of the aluminum extrusion process, we hope you can see how the production of aluminum extrusions is more efficient for so many industries than the production of steel. A-Line Automations is an experienced aluminum extrusion fabricator. Don’t hesitate to contact us today if you have more questions about the process or need extrusions for your next project.