One of the largest responsibilities and challenges for managers in the manufacturing industry is to keep the work environment safe. Manufacturing facilities contain necessary hazards, such as machinery, that could easily injure someone if proper care is not taken. For that reason, it's no small feat to create a company-wide effort to create a safe work culture—and it does pay off. Here are eight components to create a safe work culture in manufacturing to help ensure your workplace accounts for hazardous conditions, practices, and more.
You need to ensure there's a strong emphasis on safety and caution to prevent apathy about safety in the workplace and ensure caution is pervasive in your employees' mindset. Offer lessons and lectures on safety practices to all employees throughout the year. Don't confine such education to employee onboarding or occasional meetings. The workplace needs to prioritize safety so that workers don't become lax in their safety practices or make the safety information seem like lip service, quickly forgotten once they are on the manufacturing floor.
Furthermore, to foster a safety culture, you need to make sure your workers know what to do in emergency situations. Whenever there is a hazard present, leadership must commit to addressing and eliminating or minimizing the hazard as much as possible. Acting on and responding to reports will show employees that there is a dedication to safety and well-being and encourage them to prioritize it as well.
In a similar vein, you will need to consistently train and update your safety practices to ensure they stay relevant and in the minds of your employees. Consistent training will help ingrain safety practices into the minds of employees so that, in the event of an emergency, they will know what they need to do to keep themselves and their coworkers safe.
Furthermore, regularly updating your safety practices is crucial because technology advances quickly, and you may have new machinery or processes to account for. Communication practices are key for both daily operations and emergencies. On a day-to-day basis, workers should be able to communicate openly with each other so that everyone is aware of what's going on around them. In an emergency, employees will know whom they need to turn to for a swift response.
A big part of open communication is making sure workers can report safety hazards easily and without fear of reproach. Unfortunately, it is common for employees to feel like they can't report danger in their workplace because the company may be trying to cut corners or protect its reputation and will retaliate as a result.
Make reporting hazards accessible and a direct line to the appropriate leadership to ensure responses are swift and create a safe work culture in manufacturing. Suppose it takes too long for a response and investigation into the hazard to occur. In that case, employees may lose faith in the process and become more apathetic toward reporting and addressing hazards.
A common tactic to try and encourage safety practices is to incentivize employees by rewarding them for maintaining a safe workplace. The problem, however, is that it backfires when employees receive penalties for reporting safety hazards. Workers will downplay or cover up hazards and injuries if they know they'll only receive a reward for maintaining the perception of a safe workplace.
Instead, incentivize and reward workers for swiftly reporting safety hazards and allow for swift action to correct the hazard. Such incentives will ensure the workplace is safe, efficient, and compliant with safety laws.
Your facility needs to invest in preventative safety measures that anticipate the workplace's necessary hazards to increase an effective safety culture. For instance, in most industries, falling is the number one cause of workplace injuries. While you can't eliminate gravity, you can minimize falls by ensuring all walkways, catwalks, staircases, and more have handrails to provide support.
Furthermore, a lot of machinery has some sort of exposed section that can be dangerous if a worker's clothes or limbs were to get caught in it. Custom machine guarding provides a barrier to protect employees and cover these exposed areas without impeding the machinery.
Another general tip is to ensure your facilities receive a regularly scheduled inspection. Safety hazards often start subtly; then, they grow into larger, more dangerous, and more expensive problems. Catch them early to benefit both your company and your workers' safety.
As part of your routine inspections, you should also provide maintenance to your machinery—even if it's just making sure they're clean. By taking regular care of your machines, you'll keep them clear of any dust, dirt, and debris that may clog their internal components and cause costly or irreversible damage. It'll also be important for preventing contamination, depending on what your facility manufactures.
Regular maintenance is also a good way to instill a routine of safety practices and avoid negligent ones. If you or your employees discover an issue, the machinery can be taken offline and repaired before more damage occurs.
Falling under the area of communication, make sure you create proper signage and labels and post them in accessible areas throughout the facility. Providing clear directions will make sure everyone gets where they need to go or that employees are performing company best practices correctly. Human error is always inevitable, but signs and labels that provide guidance will help minimize it by always detailing the proper instructions whenever necessary.
Lastly, if you want your employees to fully invest in perpetuating a safe work culture, leadership must also remain invested. The moment leadership takes a step back, employees will as well unless they are given adequate incentives to uphold all your best practices. It's also the responsibility of leadership to facilitate and implement new practices and address hazards. Best practices can quickly become outdated, and hazards will go unaddressed if you or the members of your leadership team are not around. Therefore, leadership and employees on the ground floor effectively communicate with each other to ensure this doesn't happen and that the best practices remain up-to-date, consistent, and effective, preventing delays.
For any industry, you want a warehouse workstation that is ergonomic and efficient, and one that's designed to complete that role as quickly as possible without sacrificing quality. These workstations also have to account for multiple craftsmen using them, which makes it tricky to determine the most efficient design when each person has their own needs for completing their work. To help, here are three steps for creating a standard lean workstation.
When designing a lean workstation, you want to make sure everyone is involved in the process. You can't make an efficient workstation if you don't know what the needs of your workers are and what issues they may face that will need to be solved. Rather than guessing or assuming, getting first-hand accounts of needs and involving tradesmen in the design process will ensure the workstation is designed to fulfill the right needs. This process will also help find compromises between conflicting ideas and needs that may interfere with another role's work, so it's important that such differences are mediated during this phase of creation.
The next step in creating a standard lean workstation is to ensure and enforce safety measures. If workstations cannot adapt or minimize hazards, then you should be using them at all. While you're trialing and mocking up workstation designs, keep your health and safety people involved to help identify potential hazards that could harm your workers. Furthermore, if a workstation is merely a mockup, then it should be clearly labeled “Not for Production†to prevent unsafe workstations from being used unknowingly.
Failure will almost always be a part of the process. Don't hesitate to trial and error potential workstation designs to see if they perform as well as they seem to on paper. A lot of ideas may sound good in theory, but some aren't able to perform as well as you may have hoped in practice—or could even be dangerous. Trial and error will also help you improve workstations to be more efficient and effective as you find out what works and what doesn't.
Steel is a long-time material of choice for many construction projects; however, aluminum has become a rising star for its strength, durability, and bevy of other benefits. If you need to create frames but can't decide what material to use, allow us to share three benefits of aluminum extrusion frames over welded steel.
Aluminum is a resource- and cost-effective material that is very malleable and easy to mold. You can make aluminum incredibly thin without compromising its strength or integrity, so you can make aluminum framing with less material than if you were to use welded steel. With aluminum, you'll have a frame built in a shorter amount of time, using fewer resources, and without sacrificing the quality or strength of the frame.
One of the biggest benefits of aluminum extrusion frames over welded steel is that aluminum is weather resistant. For one, it doesn't corrode easily. Aluminum develops a natural, quick-acting oxide layer that prevents oxidation from occurring. While this doesn't make aluminum invulnerable, it's highly unlikely for corrosion to occur. This cuts down on how much maintenance and upkeep are necessary.
Furthermore, thanks to its thermal conductivity, aluminum frames actually become stronger in freezing temperatures. This makes aluminum a great option for areas with colder or more extreme weather.
Lastly, aluminum is incredibly beneficial to the environment and your wallet. You can recycle aluminum over and over again without ever compromising its integrity or needing to reinforce the recycled aluminum with new aluminum.
This means old, unneeded frames can become something new and more useful, reducing waste and helping the environment. Furthermore, by being able to endlessly recycle aluminum materials, you cut down on the costs necessary for brand-new aluminum production, meaning it's also much cheaper.
With so many great, naturally-occurring benefits, you can rely on t-slot aluminum framing to provide the same strength as welded steel but with overall greater quality. To learn more about aluminum frames, reach out to us at A-Line Automation. Our experts will be happy to provide you with everything you need.
Between advancements in technology and the rising awareness of humanity’s impact on the Earth, aluminum extrusion fabrication has sharply risen in demand. Many industries have adopted aluminum as their material of choice for its practical and environmental benefits. In fact, those environmental benefits are the reason extruded aluminum is called “the green metal.” As experts in aluminum extrusion, allow us to shed some light on what makes this material so great.
The biggest and most obvious reason why aluminum is called the “green metal” is that it can be recycled endlessly without ever compromising its integrity. Other materials, like plastic, break down and become weaker when recycled, making them less efficient and eventually unusable. This leads to more waste. Aluminum, on the other hand, can be repurposed as many times as necessary, which requires far less energy and resources than extracting new amounts of aluminum from the Earth. This helps many industries cut back on the amount of waste and pollutants they create.
This endless recyclability is further beneficial because it avoids the issue of finite resources. You can’t run out of aluminum if it is constantly being repurposed and put back into the supply chain.
Aluminum is the second most malleable metal in the world—the most malleable being gold—which means aluminum can be rolled and hammered into very thin sheets without any risk of breaking. This allows aluminum to create products like window frames or consumer packaging with less material than other metals. Furthermore, its incredible malleability allows aluminum to create a wider range of designs that are more efficient. In comparison, less malleable metals may require more materials for more convoluted designs because they can’t form certain shapes.
Like stainless steel, aluminum is incredibly resistant to corrosion, even when untreated. Metal corrosion typically comes in the form of rust, which is caused by oxidation. Aluminum spontaneously forms a thin layer of oxide that is effective at preventing oxidation from causing such devastating corrosion. This oxide layer is impermeable and adheres very strongly to its parent metal. Unlike stainless steel, when aluminum extrusions are damaged mechanically, the oxide layer will immediately repair itself, creating no vulnerabilities for corrosion to take root.
While corrosion resistance does not mean invulnerability to corrosion, it should be noted that rusty or damaged aluminum does not have to be disposed of. Aluminum can be recycled and put right back to use so that nothing is ever wasted.
Aluminum is naturally strong and made even stronger when made into aluminum alloys. These alloys can easily compete with the strength of steel. From skyscrapers to planes and cars, aluminum has the strength and durability for a wide variety of uses, including ones where the metal may be placed under high amounts of stress. This feature is another reason that so many industries have been able to adopt aluminum as a staple material. Widespread use of aluminum has greatly improved the environmental impact of the industries using it. Furthermore, because of its greater malleability, building and car designs have become much more efficient and innovative, allowing greater creativity while also reducing the impact on the environment.
Aluminum extrusions are highly conductive to thermal energy. This helps improve our environment by helping us manage thermal insulation in our homes. Proper insulation reduces how much energy is needed to keep homes heated or cooled. Normally, high conductivity is not conducive to insulation, but by putting small breaks in aluminum extrusions, the air serves as a poor conductor that keeps warm or cool air from entering or exiting your home. Alternatively, aluminum foil is used in reflective insulation, as aluminum is good at reflecting heat and light away from a building.
In the cold, however, aluminum extrusions become even stronger. While aluminum extrusions are already fantastic building materials, they absolutely thrive in cold environments and become more durable than other materials. Aluminum is perfect for enduring harsh weather like snow, sleet, hail, and ice.
One unique aspect of aluminum is that, despite its strength, it is actually incredibly lightweight. This makes transporting aluminum materials much more energy efficient because trucks and other vehicles do not need to consume as much fuel to compensate for the weight. In fact, this is the reason that all modern cars, planes, boats, and vehicle chassis are created out of aluminum—to get better gas mileage. Considering how many cars are on the road every day, reducing fuel consumption is imperative. Aluminum chassis have greatly reduced the environmental impact of cars, which is another reason aluminum is considered the greenest metal.
While strength and durability extend the life span of aluminum because it is difficult for it to break or corrode, aluminum is also just naturally long-lasting. Aluminum extrusions can easily last for decades. The cut-off value in construction is 60 years before it needs to be replaced.
Furthermore, if the aluminum does become damaged, the aluminum oxide layer instantaneously repairs itself and ensures the aluminum isn’t exposed to oxidization. This makes it easy for the aluminum to be repaired or recycled without worry that it’s worse off than before. This long life span, combined with the ease and affordability of recycling aluminum, makes any application of aluminum extrusions incredibly energy efficient and beneficial for fighting climate change.
Aluminum is notable for being strong, practical, and environmentally friendly. It helps make many industries more efficient and sustainable. Every industry that has adopted aluminum extrusions and other aluminum materials has found both their business and their impact on the environment to be greatly improved, making it an all-around great material to invest in.
For all these reasons, aluminum has more than earned itself the title of “the green metal.” It should be given the attention it deserves as we turn to find ways to reduce or eliminate climate change. Aluminum has improved the designs of everything from your home to your car and many of the products you use every day. It makes them so much more efficient and friendlier to the environment.

Because of how easy and versatile aluminum extrusions are to work with, there are naturally multiple ways for them to connect together to add further flexibility. Some T-slot aluminum connectors are more suitable for certain applications, while other methods may be more accessible for various uses. Let’s look at three methods for connecting aluminum extrusions and compare the benefits they provide.
Simple and reliable, M12 screws are great for connecting aluminum extrusion joints that don’t need to undergo frequent changes. Because there are no slot obstructions in the joint, M12 screws can work for panels, sheet metal, and similar objects. What the M12 does require, however, is an extrusion that has been tapped so that the screw can thread into it. Thankfully, this is a fairly small task and is possible without much hassle. From there, you can tighten the screw with a simple Allen wrench.
As the name suggests, a quick connector provides a quick and easy way to connect aluminum extrusions. It’s also adjustable. To use a quick connector, you need to drill a hole that the barrel and set screw can insert into successfully. Once you place the barrel, you must insert a stud into the end of the extrusion and press it until you can see the “O-ring.” From there, the stud head can slide into the desired joint location, much like the M12 screw.
Using gussets is perhaps one of the more heavy-duty methods. Manufacturers die-cast gussets with sturdy walls. They design them to connect two extrusions without drilling, tapping, or machining. This makes this connector one of the easiest for even novices to use, as it only requires two T-bolts. Furthermore, gussets have anti-rotation tabs that prevent the connection from becoming loose and ruining the frame as you’re trying to build.
Many industries have adopted aluminum extrusion t-slots as a mainstay over materials like steel that have long since dominated the market. Aluminum’s numerous benefits have improved many everyday utilities and amenities like cars. However, anyone unfamiliar with the benefits of aluminum has given way to some misconceptions and myths. Let’s explore five common myths about aluminum frames that have been debunked.
Aluminum is much lighter than other metals, which is why it’s easy to understand the perception that aluminum must be weaker. It’s true that steel is technically stronger than aluminum, but the difference is minimal. Aluminum is very strong, and its lightweight nature makes that small sacrifice in strength more than worth it. For instance, modern cars use aluminum frames to make them much more fuel efficient.
Another common myth about aluminum frames is that they can’t be insulated, making them bad for construction. The truth is they actually need to be insulated differently. Aluminum frames have thermal breaks that create small bridges. Air is a poor conductor and prevents heat from escaping, making a home insulated and energy efficient.
On the contrary, aluminum is incredibly resistant to corrosion and typically needs minimal maintenance. This material doesn’t react to the elements, thrives in the cold, and deters the growth of insects and pests.
When people think of vintage homes, they typically think of wood and intricate designs. Aluminum is a sleek metal, so people assume it won’t gel well with the vintage style. Luckily, aluminum extrusions can be made with this in mind. You can either cover them up with wooden aesthetics or make them complement vintage designs.
On the topic of aesthetics, some people assume aluminum frames will look ugly because they’re too cheap or industrial. Aluminum is a great material to create modern designs that look absolutely incredible for modern design trends. Like all materials, aluminum will look bad if not designed well, but with a bit of creativity and knowledge, aluminum can be very beautiful.
A comfortable, ergonomic, and efficient workspace is one of the best ways to improve employee productivity in your warehouse. Providing employees with set locations to work and store their materials immediately expedites multiple processes and produces greater results. There are plenty of different options for you to explore, but how do you know which workstation is best tailored to your needs? Here’s everything you need to know about warehouse workstations.
Even the most basic, generic industrial workstations can be customized as needed to fit your warehouse’s needs and provide a comfortable space for employees to work. Employees who have comfortable, ergonomic spaces to work have been shown to exhibit greater productivity and display increased employee happiness. On the other hand, if you don’t customize these workbenches, the basic design may not be conducive to the work your employees need to do, constraining how comfortably and efficiently employees can complete their work.
These workbenches are designed to be modular in the interest of easy customization. This modularity makes workstations incredibly easy to construct and configure, making it possible for anyone to modify their workstation to fit their personal preferences. Consider basic workstations as a jack-of-all-trades, thanks to their incredible versatility and ability to change as needed.
Shipping and packing workstations are opposites. They’re designed with a set role in mind, and they perform it admirably, keeping the logistics and processes of shipping organized and efficient. With these workstations, tasks like referring to shipping schedules, preparing manifests, and weighing packages can all be done in one area. Having a single location where employees complete all shipping-related tasks cuts down on the amount of time employees spend having to chase down individual materials and equipment.
These workstations are also a good place to set up equipment like computers, printers, and scanners for easy use and protection against damages they may incur if they were to sit in the open. With this particular design, your warehouse will streamline the shipping process so that it’s easier and quicker than ever before.
Cantilever workstations are another type of workstation that is highly versatile and greatly suited to the more vital areas of your warehouse, such as assembly, picking, and receiving. A cantilever workstation can be configured to fit whatever form and function you need for the job. Furthermore, with additions like shelving, dividers, drawers, lights, power strips, whiteboards, and more, these workbenches can provide a wide variety of benefits, amenities, and conveniences.
Work with your warehouse employees to determine what their needs are so that you can tailor these workstations to their exact desires. Even if an addition isn’t strictly necessary for any processes in the warehouse, features that make work more comfortable and convenient for your employees are well worth the investment. Making additions that improve working conditions will improve employee morale and, in turn, increase productivity.
A great feature of a workstation is the ability to make it mobile. By placing some workstations on wheels, you enable employees to bring all their equipment and materials wherever needed to help them complete their tasks with ease. This is a great way to improve efficiency, as it allows warehouse employees to cut down on how much time they have to travel between areas of the warehouse.
This also helps prevent workstations from getting in the way of work when they’re not needed. The flexibility to move locations is invaluable, especially if you’re not able to provide workstations for every area or employee in the warehouse.
Though these structures are smaller and designed with a specific role in mind, they are meant to display information that can be easily referenced while employees work, such as work instructions or KPI information. Being able to keep information readily available cuts down on the amount of time employees waste finding and referring to documents and instructions as necessary.
Keeping at least one of these structures near your operation will make it easier for everyone to refer to necessary information without important documents going missing or being misplaced. This will also help keep everyone on the same page as to what processes they should be using.
One important thing you need to know about warehouse workstations is that they’re typically made with aluminum extrusions. This is significant because aluminum is not only a strong and durable material, but it’s also incredibly lightweight. This is great for making workstations mobile without compromising the workstation’s integrity. You’ll also be able to add more features to an aluminum mobile workstation without it becoming overly heavy and unwieldy.
Aluminum is also incredibly sustainable. Should your workstation ever become damaged, the aluminum can be recycled and remade into new extrusions again and again without ever weakening. This makes it easy to replace workstations for an affordable price and ensures nothing goes to waste. Naturally, this will also help your warehouse shrink its carbon footprint by reducing the amount of waste it creates.
Finally, workstations will be incredibly easy to maintain and clean because they’re naturally corrosion-resistant. With basic care, your workstations will last you for years without issue. Additionally, the ease of maintenance will reduce the time and resources you’ll need to commit to upkeeping your equipment, allowing employees to focus on managing the warehouse instead.
Workstations are a boon to any workplace, and the incredible versatility and various designs of workbenches mean there’s always a workstation suitable for any task. These invaluable additions not only improve your warehouse from an ergonomic standpoint but also improve worker safety by giving everyone a safe location to complete their work. Warehouse workstations also ensure everyone has enough space to work safely, making it less likely that anyone will accidentally injure themselves with the various equipment and tools needed to complete their jobs.
For high-quality workstations, get in contact with A-Line Automation! As aluminum extruders, we can help you select the right workstations and customize them to your needs. Get in contact with us today; our experts will be able to recommend the options that may be best for you.
In many industrial workplaces, there are several necessary hazards employees must contend with to complete their job. For that reason, it’s employers must take every precaution to make the workplace as safe as possible. To help you get started, here are four easy ways to improve machine guarding in your workplace.
The best place to start is with your heavy machinery. When you invest in a machine guard assessment, experts will inspect your machinery and identify potential hazards you can solve by adding a custom machine enclosure. These enclosures can be made to your specifications to help protect your machines and employees from damage and injury.
Machine guarding made from aluminum is also a solution that doesn’t interfere with your workplace operations. The lightweight nature of aluminum won’t weigh your machinery down, and if the guarding becomes damaged beyond repair, you can recycle the aluminum.
Your business’s attitude toward safety has a profound effect on the rest of your organization. Promoting safety and prioritizing the health of your workers will create a positive culture that encourages everyone to improve safety. Without this culture, many people may begin to cut corners and disregard the safety machine guards can provide, potentially damaging them in their neglect or using the machines in an unintended way.
Another easy way to improve machine guarding in your workplace is to change things up from time to time. Complacency often makes workers go into “auto-pilot” as they go through the motions of the familiar processes. This auto-piloting can make them less aware of their surroundings and increase the likelihood of injury. Keep employees engaged with different safety products and practices so that everyone remains aware of the potential dangers.
Lastly, it’s always a good idea to provide regular training refresher courses to remind employees of the best practices they should use in the workplace. Such training will ensure employees know how to operate machinery and perform their jobs safely and efficiently. Even long-time employees can use these training courses to remind themselves of the small details that may have slipped their minds.
Aluminum has become a popular material used across all sorts of industries thanks to its multitude of benefits. While most industries enjoy aluminum framing systems for their strength-to-weight ratio or incredible versatility, an equally important trait that aluminum has is the ability to resist and endure thermal extremes. Here are three ways aluminum framing systems increase thermal efficiency.
Because of the high thermal conductivity of aluminum extrusions, savvy implementation of a framing system can greatly improve a building’s thermal efficiency. In particular, aluminum is at its best when facing cold temperatures because it becomes stronger, improving its structural integrity. In contrast, its heat conductivity makes aluminum resistant to the corrosion that can occur from extreme heat. Combined with thermal breaks developed in the 1970s, aluminum framing effectively manages heat so that your building doesn’t become damaged or require more resources to keep its climate comfortable.
One the ways aluminum framing systems increase thermal efficiency is by improving a building’s condensation resistance. Condensation is a subtle but major threat to any construction, but the natural corrosion resistance of aluminum makes it much easier to prevent corrosion like rust from occurring. Furthermore, due to the excellent thermal performance of aluminum, condensation has a harder time sapping the heat from a building. Thus, it helps maintain a warm, comfortable interior.
Aluminum sunshades are seamless additions to a framing structure. Using them is one of the most popular ways to improve energy and thermal efficiency. Sunshades are highly customizable and versatile and can fit any construction design without compromising performance. Sunshades help shield a building from harmful UV rays while still allowing a building to have comfortable natural lighting. Aluminum sunshades are the best way to optimize natural lighting while minimizing the discomfort of sunlight and its heat.
Aluminum extrusions have become a mainstay of multiple industries as aluminum structural framing has many incredible qualities, such as being strong yet lightweight and possessing natural corrosion resistance. If you’re wondering how this process works and how it can keep up with the sudden rise in demand, allow us to teach you with this breakdown of the aluminum extrusion process.
There are three main categories of shapes that the aluminum extrusion process can create:
These shapes get made with the same process; it merely depends on the project’s specifications. The specifications inform the required shape of the die so that the aluminum gets pushed into the intended shape. Furthermore, with interlocking designs, these shapes can connect with each other to create more complex extrusions. As a result, aluminum extrusions are much more versatile in their applications than steel materials, which have trouble forming specific shapes or designs.
With this all in mind, let’s get into the individual steps of the aluminum extrusion process.
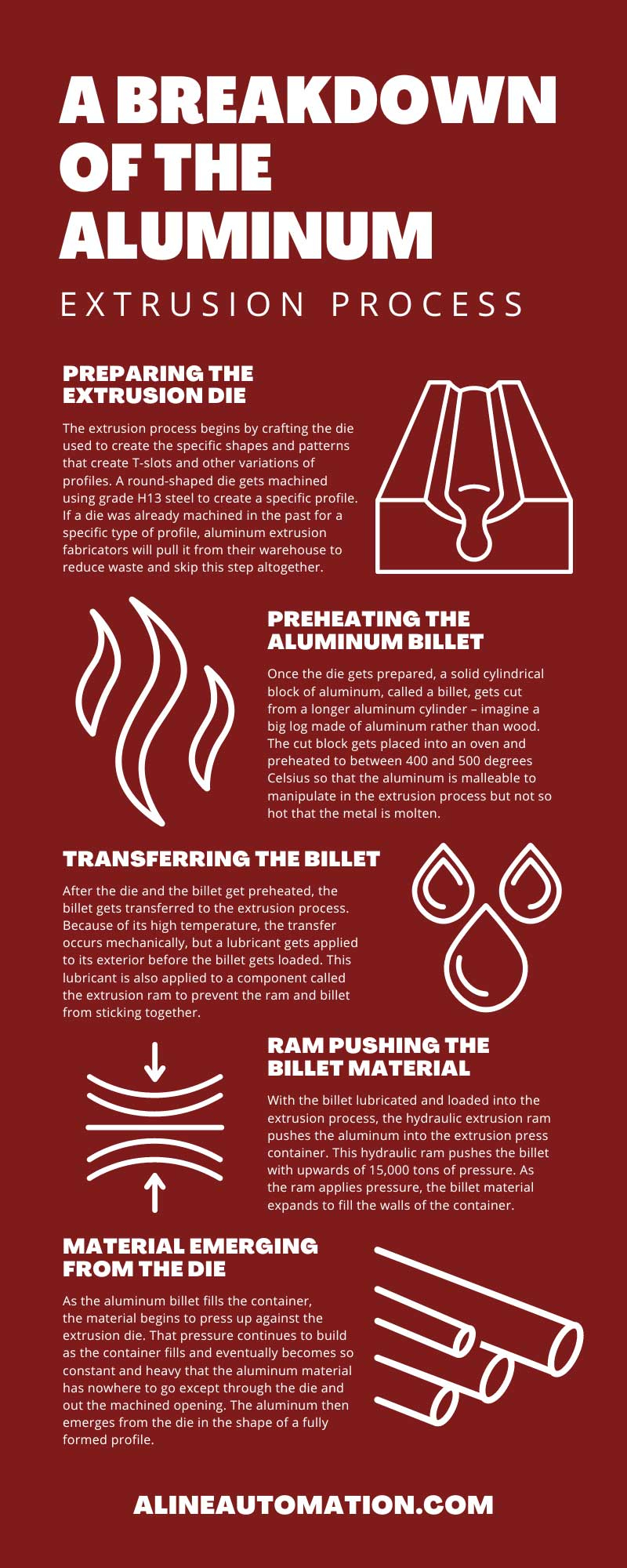
The extrusion process begins by crafting the die used to create the specific shapes and patterns that create T-slots and other variations of profiles. A round-shaped die gets machined using grade H13 steel to create a specific profile. If a die was already machined in the past for a specific type of profile, aluminum extrusion fabricators will pull it from their warehouse to reduce waste and skip this step altogether.
Before the extrusion can occur, the die gets preheated to approximately 500 degrees Celsius to protect the die’s lifespan and ensure the aluminum flows evenly through the die. Once the die has been sufficiently preheated, it can finally get loaded into the extrusion process.
Once the die gets prepared, a solid cylindrical block of aluminum, called a billet, gets cut from a longer aluminum cylinder – imagine a big log made of aluminum rather than wood. The cut block gets placed into an oven and preheated to between 400 and 500 degrees Celsius so that the aluminum is malleable to manipulate in the extrusion process but not so hot that the metal is molten.
After the die and the billet get preheated, the billet gets transferred to the extrusion process. Because of its high temperature, the transfer occurs mechanically, but a lubricant gets applied to its exterior before the billet gets loaded. This lubricant is also applied to a component called the extrusion ram to prevent the ram and billet from sticking together.
With the billet lubricated and loaded into the extrusion process, the hydraulic extrusion ram pushes the aluminum into the extrusion press container. This hydraulic ram pushes the billet with upwards of 15,000 tons of pressure. As the ram applies pressure, the billet material expands to fill the walls of the container.
As the aluminum billet fills the container, the material begins to press up against the extrusion die. That pressure continues to build as the container fills and eventually becomes so constant and heavy that the aluminum material has nowhere to go except through the die and out the machined opening. The aluminum then emerges from the die in the shape of a fully formed profile.
Once the extrusions have emerged fully formed, a puller grips and guides the extrusions along a runout table at a speed consistent with however quickly the aluminum profiles are emerging from the die. As the profiles get pulled along the runout table, they undergo a process called “quenching.” This is the process of uniformly cooling the profiles in a water bath or with fans.
Quenching the profiles doesn’t fully cool down the extrusions, which is important to note because precise temperatures play an important role moving forward.
An extrusion will reach the full length of the runout table before getting sheared by a hot saw to separate it from the extrusion process. Once fully sheared and made into an independent extrusion, the profile is mechanically transferred once more off the runout table and onto a cooling table.
The extrusions will remain on this table until they have cooled down to room temperature and, once they have, get moved onto the stretching process.
Because the aluminum is still hot and malleable as it exits the die, it’s natural for curving and twisting to have occurred in the extrusions. To straighten them out, the cooled extrusions get moved to a stretcher. Each profile is mechanically gripped on both ends and pulled until the extrusion has straightened out fully and matches the intended specifications.
To cap off this breakdown of the aluminum extrusion process, the table-length extrusions – fully straightened and work-hardened – get transferred to one last table. At the saw table, each extrusion gets sawed to pre-specified lengths – typically between eight and 20 feet.
At this point in the process, the extrusion’s properties match a T4 temper, but can get moved to an aging oven if specifications call for a T5 or T6 temper.
With a better understanding of the aluminum extrusion process, we hope you can see how the production of aluminum extrusions is more efficient for so many industries than the production of steel. A-Line Automations is an experienced aluminum extrusion fabricator. Don’t hesitate to contact us today if you have more questions about the process or need extrusions for your next project.